Анциферовские мастера-литейщики
Светлой памяти Ф. Е. Варламова
посвящается
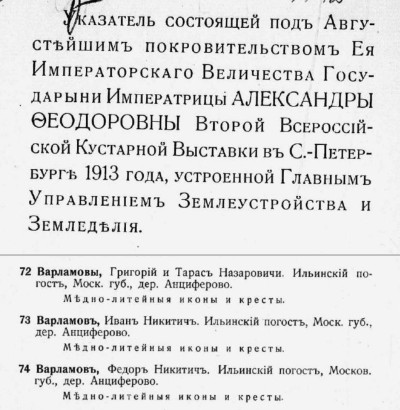 |
| Указатель II Всероссийской кустарной выставки 1913 года |
«Я знаю только одних мастеров-литейщиков в Гуслицах - Варламовых», — с этих слов Николая Степановича Самошина (1921-2006), местного краеведа1, и началось мое знакомство с династией мастеров из села Анциферово2.
Впервые упоминание об «анцифоровском»3 литье встретилось мне в опубликованном труде В. Г. Дружинина, который назвал этот сорт наряду с «гуслицким»4 и «гучковых»5, как широко распространенный в Москве и Московской губернии, без дополнительного пояснения указанного наименования6. При дальнейшем исследовании обратила внимание, что и цена на «анцифоровское» литье была выше, чем на «загарское», о чем свидетельствовали данные, приведенные в старообрядческом каталоге иконной, киотной и книжной торговли наследников М. П. Вострякова7. Так, известно, что в начале XX века «загарское» литье продавалось от 18 до 22 руб. за пуд, в то время, как «анцифоровское литье - от 30 до 38 руб.»8. Но было неясно, где конкретно производилась продукция этой категории9.
Определение - «анцифоровское» литье - стало понятным после знакомства с «Указателем московского отдела II Всероссийской кустарной выставки в С.-Петербурге 1913 г. »10. Так, на этой кустарной выставке в С.-Петербурге среди «экспонентов» под №№ 89-91 значились Варламовы Григорий и Тарас Назаровичи и Варламовы Иван и Федор Никитичи из деревни Анциферово Московской губернии11. Эти мастера представляли на выставке свою продукцию - меднолитейные кресты и иконы. Таким образом, в начале XX века анциферовские мастера-литейщики были известны не только в Гуслицах, но и далеко за пределами края.
 |
|
Варламов Фёдор Ефимович (1908-1992) Мастер-литейщик |
В советские годы традиции меднолитейного дела в Анциферове были продолжены Федором Ефимовичем Варламовым (1908-1992)12, который по своему преклонному возрасту и плохому зрению в начале 1970-х годов привлек к производству зятя Виктора Константиновича Шишова13, а позднее и внука Андрея Александровича Варламова14. Эти молодые мастера и стали работать в единственной кузнице, не только уцелевшей в селе, но и производившей меднолитые кресты и иконы для старообрядческих общин. Сложно представить, но в условиях советского времени анциферовская кузница просуществовала до середины 1990-х годов.
По воспоминаниям А. А. Варламова, кузница15 («кузня», как назвали ее сами мастера) находилась за домом на хозяйственном дворе, огороженном высоким забором. В «кузне» происходил весь технологический процесс, состоявший из трех этапов: печатания форм, литья и обработки готовых изделий.
Работа по формовке опок начиналась с вечера и продолжалась где-то до 1 часа ночи. За это время успевали подготовить до 10 опок. Для формовки металлических рамок-опок16 требовалась особая влажная земля (глина), которую, по совету самого Ф. Е. Варламова, набирали в овраге где-то под селениями Хотеичи или Соболево и затем выдерживали в большой кастрюле. При набивке к ранее обожженной земле, оставшейся от предыдущего литья, добавляли свежей, обязательно смачивали водой и на подмодельных досках, помеченных особыми знаками-метками, приступали к работе с нижней и верхней опоками.
«Земля готова - можно начинать!» - эти слова деда остались в памяти А. А. Варламова. Сначала брали нижнюю опоку, в которую плотно укладывалась земля, уминалась по краям руками, пробивалась деревянной лопаткой и затем простукивалась тяжелым металлическим молотком-ступочкой. Для создания ровной поверхности верхний слой земли «откашивался», ровнялся широкой косой, затем посыпался сухой просеянной землей из сита и вновь проходился косой. Сверху поверхность прикрывалась листом бумаги или газеты.
По словам мастера В. К. Шишова, верхняя опока набивалась несколько слабее, с небольшим бугром, для последующего пропечатывания. Сверху опока посыпалась из мешочка пылью (просеянной землей или спорами гриба-дождевика). Далее верхняя опока откладывалась в сторону.
Затем приступали к самому ответственному этапу формовки: для поступления металла при литье, например, крестов-тельников, прокладывался главный путец (литник) из металлической проволоки (толщиной до 10 мм) и три путца, вертикально отходящие от него (толщиной до 4 мм), которые пробивались примерно до середины. После этого потихоньку укладывались, «притапливались» в землю крестики-образцы, простукивались молотком два-три раза и вновь посыпались пылью из мешочка.
Верхняя опока при совмещении сначала слегка, затем сильно пробивалась, простукивалась деревянным молотком для получения отпечатка. Далее она снималась, и мастер смотрел, как на нижней опоке легли образцы, не нужно ли что-то подровнять, поправить. Вновь поверхность посыпалась пылью, закрывалась верхней опокой и тогда уже железным молотком простукивалась по всей площади. При этом лишняя земля срезалась косой.
После пропечатывания опоки вновь брались, аккуратно вынимались путцы и «ноготочком за головочку», по словам А. А. Варламова, не захватывая земли, поддевались образцы-крестики. (До сих перед глазами стоит картина: мастер рассказывает, а его руки помнят и показывают, как это нужно сделать, несмотря на казалось давно забытое и оставленное дело...). После этого кисточкой смачивались «дорожки-путцы», чтобы земля не поднималась и, начиная от верха, специальным железным крючком продавливалась земля в виде небольших канальцев к полученным отпечаткам крестов.
Подготовленная нижняя опока с петлей на конце передавалась мастеру-напарнику, который брал верхнюю опоку с крючком для стыковки этих двух частей. Вновь опоки совмещались и тихонько ладонью пробивались.
После точного совмещения нижней и верхней опоки крючок укреплялся в петле, и опоки вешались для сушки на железный прут под самый верх еще не растопленного горна. По воспоминаниям внука, дед вставал где-то в 4 часа утра, чтобы затопить горн и расплавить медь17. В горн ставился железный горшок18, обкладывался сухими дровами, сверху добавлялся уголь, который подкладывался, когда прогорали дрова. При этом горн всегда закрывался заслонкой, большим листом. Готовность металла определялась по цвету и всполохам цинка при кипении. Сам процесс литья обычно начинался где-то к 5 часам утра, чтобы пораньше успеть закончить, да и уберечься «от любопытных глаз» - при розжиге из трубы кузницы поднимался в небо черный дым. (Виктор Константинович Шишов благодарностью отзывался об односельчанах, которые, несомненно, знали, что отливалось в кузнице старика Варламова, но никогда не сообщали властям).
Как вспоминал мастер В. К. Шишов, после растопки горна «смотрели на сушку опок, если готовы, то при постукивании раздавался легкий звон». Через 1,5 часа опоки снимались с крючков и укладывались на подмодельные доски. Верхняя воронка замазывалась с боков сырой глиной, чтобы не подтекала. Так, одновременно после сушки снимались три-четыре опоки.
 |
|
Варламова Екатерина Климовна (1910-1993) Занималась учётом и сбытом продукции |
Далее начинался процесс литья. Обе опоки укладывались под пресс через небольшую подушку, в которую упирался винт. Опоки ставились на скамейке под определенным углом, чтобы замазанная воронка была вверху. Небольшим ковшиком19 сразу начинали заливать медь в опоку, которая находилась под винтом, и откладывалась, далее бралась следующая, вновь горячим ковшиком заливался металл, и так продолжалась работа со всеми подготовленными опоками.
После заливки металла опоки укладывались на рабочий стол, снималась верхняя, ударом молотка в середину - и земля вышибалась. Бралась нижняя опока, простукивалась по путцам и крестам. После того, как отходила земля, на поверхности оставались выполненные изделия. (По внешнему виду композиция из путцов и мелких крестов была удивительно похожа на ветку дерева с листьями)20. К этому времени всё в кузнице пылало жаром от горна и металла, стоял невыносимый дым и смрад. Как говорил В. К. Шишов, «когда литье закончишь, то из кузни убегаешь!» и тут же с теплотой вспоминал, как теща, Екатерина Климовна Варламова (1910-1993), приносила крынку молока после такого тяжелого и вредного производства. На этом процесс литья был закончен.
Обработка полученной продукции происходила здесь же, в «кузне». Прежде всего, нужно было опилить наплывы металла на боковых сторонах икон и крестов, предварительно зажатых в верстаке. Там же происходила и сверловка отверстий в тельных крестах, отчего по всей кузнице летела металлическая пыль. Без защитных очков сверловку производить было нельзя - можно было остаться без глаз. (По воспоминаниям Екатерины, дочери В. К. Шишова, в детстве эту пыль она называла «золотым песком», и взрослые постоянно тревожились, как бы невзначай произнесенные ребенком слова не вызвали у посторонних людей вопросов о происхождении так называемого «золота»). На последнем этапе оставалось только довести литье до блеска. Для этого все кресты укладывались в большой мешок, который за концы брали два человека и как бы перекидывали, перебрасывали друг другу содержимое мешка21. В избу в большом блюде-сите вносилась уже готовая продукция, где сортировалась, считалась и укладывалась.
 |
| Модель киотного креста из анциферовской "кузни" |
Ассортимент анциферовской мастерской в основном состоял из небольших предметов: крестов-тельников (мужских и женских), «одновершковых»22 икон «Троица Ветхозаветная», «Спас Вседержитель», «Богоматерь Одигитрия», «Богоматерь Казанская», «Богоматерь Знамение», «Святитель Никола Чудотворец», «Чудо Георгия о змие», а также крестов «Распятие Христово» разных размеров, на обороте которых отливался текст молитвы23. Такой вид продукции, как трехстворчатые складни, здесь не производился, хоть и пытались, но показалось хлопотным, да и створки плохо закрывались при совмещении. Все предметы выпускались без эмали. Образцы, по определению А. А. Варламова, так называемые «воротнички», с которых снималась форма, сохранялись в анциферовской мастерской «с давних времен»; при необходимости правки их отвозили мастеру-чеканщику в Москву24.
К ряду продукции, выполненной в этой мастерской, можно отнести сохранившуюся в семье Варламовых небольшую меднолитую кону «Богоматерь Знамение»25. В центре средника представлена Богоматерь с воздетыми вверх руками, с Младенцем в медальоне на груди в обрамлении рамки с геометрическим кружковым орнаментом между рельефных полос «вьюнчика» и «жгутика». Хорошее четкое литье основной композиции и декоративных элементов на фоне средника отличает этот небольшой анциферовский образок, выполненный в 1980-х годах.
Самым большим спросом пользовались, конечно, тельные кресты, которые требовались для старообрядческих общин в разных регионах России. По воспоминаниям А. А. Варламова, часто покупатели «приходили к нам за новым крестом». Обычно доставкой продукции занималась бабушка, которая отвозила продукцию не только в старообрядческие храмы сел Алешино, Губино, Слободищи, Устьяново, далее в Орехово-Зуево, на Рогожское и Преображенское кладбища в Москву, но и добиралась даже до отдаленного города Канаш в Чувашии. В мастерскую «за товаром» приезжали из Белоруссии (Гомеля), Грузии, Молдавии.
Так и разошлись по старообрядческим моленным меднолитые образки и кресты, выполненные анциферовскими мастерами26. Собрать все, что уцелело до наших дней от этой небольшой сельской «кузни» - от рабочих инструментов и инвентаря до литых предметов, - значит сохранить для потомков еще одну страницу истории литейного дела в России.
Зотова Елена Яковлевна
Гуслицкий сборник, редактор-составитель Михайлов С.С., 2010
1 О Н. С. Самошине, его сложном жизненном пути см.: Кузнецова В. Ф. Портрет земляка Самошина Николая Степановича на фоне исторической эпохи//Гуслицы: Историко-краеведческий альманах. Ильинский Погост, 2005 Вып. 2. С. 107-120; Булыгин В. Е. Памяти Николая Степановича Самошина//Гуслицкая округа: Историко-краеведческий альманах. Куровское, 2006 Вып. 1. С. 111.
2 О промыслах, получивших распространение в селе Анциферово, см.:
И. С. Овсянникова. История гуслицкого села Анциферово//История и культура Подмосковья: Проблемы изучения и преподавания/Сб. материалов второй областной научно-практической конференции (Коломна, 19 мая 2005 г.). Коломна, 2005. С. 160-163; И. С. Овсянникова. Из истории гуслицкого селения Анциферово // Гуслицкая округа: Историко-краеведческий альманах. Куровское-Давыдово, 2007. Вып. 3, СС. 58-62.
3 В настоящее время название села произносится, как Анциферово.
4 О разных сортах медного литья подробнее см.: Зотова Е.Я. Гуслицкое и загарское медное литье. Проблема классификации//Гуслица старая и новая: Материалы межрегиональной научно-практической конференции (Куровское, 29-30 октября 2003 года)/Ред.-сост. С. С. Михайлов. М., 2004. С. 50-57.
5 Полагаем, что речь идет о московских медных заведениях на улице Девятая Рота, в становлении которых ведущую роль сыграл Ф. А. Гучков (1796-1856), главный попечитель общины с 1836 по 1854 годы. Подробнее см.: Зотова Е.Я. «Вылит в Москве...»//Ясинская В. Н. Улица Девятая Рота: Из истории московской улицы. М., 2009. С. 149-166.
6 Дружинин В. Г. Введение (Из корректуры книги В. Г. Дружинина «О поморском литье»)/Публ. текста Т. В. Берестецкой//Русское медное литье/Сост. и научный ред. С. В. Гнутова. М., 1993. Вып. 2. С. 120.
7 Выходные данные каталога, опубликованного в начале XX века, так и не удалось установить. При работе использовалась ксерокопия экземпляра, без обложки и первых листов.
8 Там же. С. 7-8.
9 Понятие «категория» применительно к сорту литья встречается в опубликованных материалах владимирского краеведа И. А. Голышева. См.: Голышев И. А. Производство медных икон в с. Никологорский погост Вязниковского уезда//Владимирские губернские ведомости: Неоф. часть. 1869. №27. С. 1.
10 Благодарю Н. И. Давыдова за предоставление этого редкого издания для изучения истории кустарных промыслов Московской губернии.
11 Указатель московского отдела II Всероссийской кустарной выставки в С.-Петербурге в 1913 г.М., 1913. С. 110.
12 По воспоминаниям родных и односельчан, отца Федора Ефимовича Варламова звали Ефим Иванович, а деда - Иван Никитич. Полагаем, что именно последний и был одним из участников II кустарной выставки в Санкт- Петербурге. См.: Указатель московского отдела... С. 110.
13 В 1972 году Виктор Константинович Шишов женился на Валентине Федоровне, дочери Ф. Е. и Е. К. Варламовых, и начал работать в кузнице своего тестя в селе Анциферово.
14 Встреча с А. А. Варламовым произошла благодаря содействию И. С. Овсянниковой, преподавателя лицея в деревне Давыдово Орехово-Зуевского района. Позднее, в Центральном музее древнерусской культуры и искусства Музее имени Андрея Рублева (Москва), состоялось знакомство с В. К. Шишовым.
15 В загарских медных заведениях Богородского уезда Московской губернии кузница и «печатня» часто находились в разных отделениях одного здания, что объяснялось связью технологического процесса. Подробнее об организации литейного дела см.: Исаев А. А. Промыслы Московской губернии. М., 1876. Т. 2. С. 7-8.
16 Размер рамки-опоки, которая использовалась анциферовскими мастерами, был чуть больше напрестольного креста «Распятие Христово» (приблизительно 40 х 30 см).
17 В анциферовской мастерской использовался лом, вторсырье, приобретенное как по случаю, в разных местах, так и на заводах. В переплавку шли даже части брошенных автомобильных и тракторных радиаторов. Кресты отливались из сплава трех металлов: медь, цинк и алюминий. По словам В. К. Шишова, «куски металла предварительно нагревались и только потом закладывались в горшок». Следует отметить, что подобный лом традиционно использовался и в других литейных мастерских. Так, по воспоминаниям А. П. Серова, мастера-литейщика, работавшего в начале XX века в селе Красное Костромской губернии, «все изделия вырабатывались из латуни... смешанный лом латуни и бронзы отец покупал в Костроме у торговца Шарбера». Подробнее см.: [Серов А.П.]. Об истории литейного дела икон и крестов медно-литейного заведения Серова Петра Яковлевича, с. Красное Костромской области//Русское медное литье. Вып. 2. С. 158.
18 Железный горшок изготовлялся из трубы (диаметром 120 мм, высотой до 200 мм), нижний конец которой сбивался. Такой горшок ставился в горн на колосники. Для меньшего прогорания и экономии металла дно в горшке замазывали глиной. Подобные горшки использовались не более двух-трех раз, быстро прогорали и затем заменялись новыми.
19 Такой ковшик («корец») мастера также делали из трубы определенного диаметра.
20 Подобный образец «ветки», выполненной в меднолитейной мастерской села Красное Костромской губ., см.: Русское медное литье. Вып. 2. С. 192. Ил. 22.
21 Как писал А. П. Серов, после обработки отлитых предметов в кислоте «предметы просушивали в обычном мешке с деревянной крупой. Эту работу называли гантание, то есть два человека брали за концы мешок и друг другу подбрасывали. После этого дабы отделить изделия от опилки, просеивали в сите». Подробнее об этапе обработки изделий см.: [Серов А. П.] Об истории литейного дела икон... С. 159.
22 По терминологии красносельского мастера А. П. Серова, «вершковые иконы в длину около 60 мм, ширину 50 мм». Подробнее см.: [Серов А. П.] Об истории литейного дела икон... С. 158.
23 В мастерской отливались как небольшие моленные кресты (размером 11,5 х 6,8 х 0,2 см), так и напрестольные (размером 36,5 х 18,5 х 0,5 см).
24 Как вспоминал А. П. Серов, в красносельской мастерской подчеканиванием моделей занимался мастер из Москвы, которому платили большое жалование при готовом питании. Подробнее см.: [Серов А. П.]. Об истории литейного дела икон... С. 157.
25 Размер иконы - 6,6 х 6,0 х 0,2 см.
26 Благодарю В. К. Шишова и А. А. Варламова за предоставленную информацию о технологии литья в анциферовской «кузне», без которой не могла бы состояться эта публикация.
Другие материалы раздела Медные литые иконы, кресты, складни
- Сюжетное многообразие старообрядческого медного литья I: История литья икон. Образ Иисуса Христа
- Сюжетное многообразие старообрядческого медного литья II: Образ Пресвятой Богородицы
- Сюжетное многообразие старообрядческого медного литья III: Праздники
- Сюжетное многообразие старообрядческого медного литья IV: Путевые иконы. Образы святых
- Информация для коллекционеров меднолитой пластики
- Неповторимые краски русской эмали I: История Выговской обители
- Неповторимые краски русской эмали II: Поморское медное литье
- Неповторимые краски русской эмали III: Московское литье и другие центры старообрядческого литья
- Поморские указы о медном мастерстве и искусстве финифти (XVIII век)
- Об истории литейного дела икон и крестов (начало XX века)
- Технология литья икон в XVIII-XIX веках
- Крест из бабушкиного сундука: Наперсные кресты
- Крест из бабушкиного сундука: Киотные кресты ч.1
- Крест из бабушкиного сундука: Киотные кресты ч.2